LWL Spleissgeräte - Grundlagen
& Technik
LID™,
L-PAS™, CDS™, 1-Achsen,
3-Achsen, Spleissdämpfung, Multimode und Singlemoden - Was
bedeutet das alles? Arbeiten nicht alle Spleissgeräte nach
dem gleichen Prinzip? Welches Spleissgerät benötigen
wir überhaupt?
Mit dieser Seite möchten wir Ihnen einen Überblick der
Grundlagen, der Technik, der Arbeitsweise und der Funktion von
LWL-Spleissgeräten vermitteln.
Grundlagen:
Spleißtechnik allgemein
Bei der Planung
eines Lichtwellenleiternetzes sind neben der Dämpfung
des LWL-Kabels auch die Dämpfungswerte der Verbindungsstellen
zu beachten. Bei der Herstellung von Lichtwellenleiter-Verbindungen
unterscheidet man:
- Thermische
Spleiße
- Mechanische Spleiße
- Steckverbindungen
Thermisches Spleißen
unterscheidet sich von mechanischen Spleißverbindungen
sowie LWLSteckverbindungen dahingehend, dass die einzelnen
Glasfasern bei diesem Verfahren hochqualitativ mit Hilfe
eines Lichtbogens (genauer: einer Glimmentladung) direkt
miteinander verschweißt werden. Auf diese Weise entsteht
eine stoffschlüssige Verbindung der Fasern –
ohne Luftspalt und Einschlüsse. Das thermische Spleißverfahren
ist die präziseste und dauerhafteste Methode, um LWL-Fasern
permanent zu verbinden.
In der Praxis
werden hierfür Spleißgeräte eingesetzt.
Der Spleißprozess gliedert sich prinzipiell in folgende
Schritte:
1. Absetzen der Faserenden
mit Absetzwerkzeug und reinigen
2. Vorbereiten der Faserendflächen mit Trenngerät
3. Einlegen der Faserenden in das Spleißgerät
und Positionierung durch das Spleißgerät
4. Verschweißen der Fasern mit Hilfe eines zwischen
zwei Elektroden gezündeten Lichtbogens
5. Analyse des fertigen Spleißes
6. Schützen und Ablegen der Spleißverbindung
|
|
Mit Hilfe einer
Vergrößerungsoptik, eines Videokamera-Systems
und eines TFT-Bildschirms lässt sich während
des kompletten Spleißprozesses der Ablauf visuell
verfolgen.
Faserpositionierungsarten
Hauptsächlich
unterscheidet man zwei Positionierungsarten:
- Kern-zu-Kern-Positionierung
- Feststehende V-Nuten
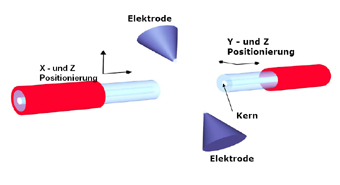
Die Kern-zu-Kern-Positionierung
erfolgt bei Spleissgeräte von CORNING automatisch
über Schrittmotoren und / oder hochpräzise piezokeramische
Stellelemente. Diese Positionierungsart erfordert eine
Justierung in drei Raumrichtungen: vertikal, horizontal
und axial (d.h. in Faserrichtung).
Bei der Positionierung
mit festen V-Nuten handelt es sich um eine passive X-/Y-Positionierung.
Die X-/Y Position der Faserenden wird durch den Außendurchmesser
der Fasern in den Präzisions-V-Nuten des Spleißgerätes
festgelegt. Die axiale Positionierung wird automatisches
mit Schrittmotoren durchgeführt.
|
________________________________________________________________________________________________
Grundlagen: Einflüsse
auf den Spleißprozess I
Der Spleißprozess
wird durch verschiedene Faktoren beeinflusst. Die Hauptfaktoren
sind:
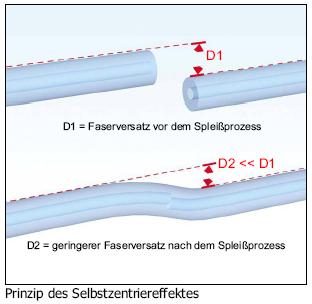
Selbstzentriereffekt
Der Selbstzentriereffekt ist das durch die Oberflächenspannung
des geschmolzenen Glases verursachte Bestreben der Glasfaser,
eine homogene, möglichst versatzlose Verbindung zu
bilden. Durch dieses natürliche Bestreben der Fasern
können Spleißgeräte mit festen V-Nuten bei
einer niedrigen Kernexzentrizität der Fasern (<0,4µm)
eine durchschnittliche Spleißdämpfung von weniger
als 0,05dB erzielen.
Bei Geräten
mit Kern-zu-Kern-Positionierung ist dieser Effekt hingegen
nicht erwünscht. Er wird in Abhängigkeit des auftretenden
Faserversatzes während der Positionierung durch einen
variablen Vorhalt kompensiert.
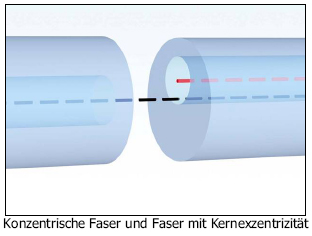
Kernexzentrizität
I
Bei Spleißgeräten
mit feststehenden V-Nuten können Fasern mit hoher Kernexzentrizität
je nach Position der Faserkerne zueinander aufgrund des
resultierenden Kernversatzes im Spleißinnern eine
erhöhte Spleißdämpfung verursachen.
|
|
Kernexzentrizität
II
Spleißprozess-Steuerungen zur Kern-zu-Kern-Positionierung
kompensieren die Kernexzentrizität. Die auftretende
Gesamtexzentrizität hängt von der Kernexzentrizität
beider Fasern und deren Orientierung zueinander ab. Die
Gesamtexzentrizität wird ermittelt und angezeigt
sowie ggf. zur Kompensation des davon beeinflussten Selbstzentriereffektes
bei der Positionierung berücksichtigt.
Qualität
der Faservorbereitung
Bei der Vorbereitung der Fasern
zum Spleißen, d. h. beim Absetzen und Trennen der
Fasern, ist unbedingt darauf zu achten, dass das Mantelglas
nicht beschädigt wird. Jede Beschädigung des
ungeschützten Mantelglases kann Mikrorisse verursachen,
die wiederum zu Faserbrüchen während der Handhabung,
des Spleißens oder der Ablage führen können.
Die in alle Spleißgeräte integrierte Zugprüfung
wird eingesetzt, um den ungeschützten Spleiß
auf ausreichende Zugfestigkeit zu prüfen und somit
seine mechanischen Eigenschaften vor dem Schützen
durch einen Spleißschutz (z. B. Krimp- oder Schrumpfspleißschutz)
zu sichern und auf diese Weise eine dauerhaft störungsfreie
Funktion in der Muffe, im Spleißmodul oder in der
Spleißkassette zu gewährleisten. Darüber
hinaus „durchleuchten“ Geräte mit LID-System™
die Spleißverbindung während der Zugfestigkeitsprüfung,
damit ein eventueller Anstieg der Spleißdämpfung
umgehend erkannt wird.
|
________________________________________________________________________________________________
Grundlagen: Einflüsse
auf den Spleißprozess II
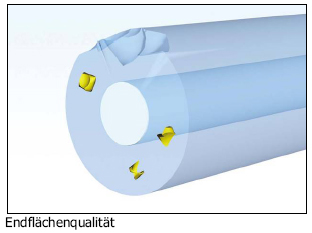
Faserendflächenqualität
Die Endflächenqualität
der zu verschweißenden Fasern hat direkte Auswirkungen
auf die Spleißdämpfung. Beim Trennen von Fasern
für den Spleißvorgang muss die Faserendfläche
daher sauber, frei von Ausbrüchen, eben und rechtwinklig
zur Faserachse sein. Corning Spleißgeräte kompensieren
schlechte Bruchwinkel bis zu einer Winkelabweichung von
2,5° zwischen den beiden Faserenden und erkennen Schmutzpartikel
und mechanische Beschädigungen mit ihrer L-PAS™
Videobildauswertung. Ist die Reinigung mit Hilfe des Reinigungslichtbogens
nach zwei Versuchen nicht erfolgreich, wird eine entsprechende
Warnung ausgegeben. Auf diese Weise ist gewährleistet,
dass jederzeit die optimale Spleißdämpfung erzielt
wird und die Faservorbereitung nur wiederholt werden muss,
wenn dies wirklich erforderlich ist.
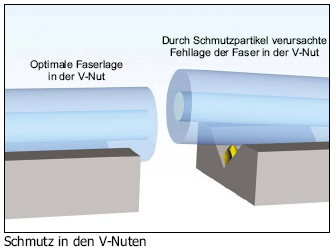
Schmutzpartikel
/ Beschichtungsreste in den V-Nuten
Verschmutzungen
auf dem Fasermantel bzw. in den V-Nuten können zu schlechter
Faserpositionierung führen. Dies kann eine ungünstige
Ausrichtung der Faserachse verursachen und den Spleißprozess
genauso negativ beeinflussen wie schlechte Bruchwinkel.
Die Spleißgeräte ermitteln die Faserposition.
Üblicherweise kann die Auswirkung der schlechten Faserposition
durch die Kern-zu-Kern-Positionierung kompensiert werden.
|
|
Die
Geräte der i-Serie, µ-Serie sowie das X60 messen
zusätzlich den Faserachswinkel beider Faserenden,
damit dem Bediener jederzeit der gegenwärtige Zustand
der V-Nut bekannt ist. Bei Bedarf wird der Referenzwert
für die Spleißdämpfungsmessung (Geräte
mit LID-System™) korrigiert um die Anzeigegenauigkeit
zu verbessern.
Die Spleißgeräte X75 und X75-12 sind
aufgrund ihrer feststehenden V-Nuten nicht in der Lage,
eine durch Schmutz verursachte schlechte Faserposition
auszugleichen. Diese Geräte geben in Abhängigkeit
des vom Bediener eingestellten Grenzwertes einen entsprechenden
visuellen und akustischen Warnhinweis.
Faserschmelzeigenschaften
Aufgrund des höheren Anteils von dotiertem Kernglas
in Mehrmodenfasern sind diese Fasern während des
Schmelzprozesses kritischer als Einmodenfasern. Alle Spleißgeräte
bieten eine spezielle Verrundungsfunktion der Faserenden
für Mehrmodenfasern, die vor dem eigentlichen Spleißvorgang
zum Einsatz kommt. Diese Funktion verringert das Risiko
der Blasenbildung und glättet die Faserendflächen,
wodurch die Anzahl der erforderlichen Spleißwiederholungen
auf ein Minimum reduziert wird.
|
________________________________________________________________________________________________
Grundlagen: Spleißprozess-Steuerungssysteme
Die Spleißgeräte
von Corning Cable Systems sind je nach Ausstattung mit bis zu drei
unterschiedlichen Spleißprozess-Steuerungssystemen ausgestattet.
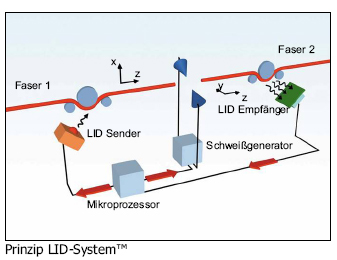
LID-System™
Das LID-System™
(Local light Injection and Detection) ermöglicht die
Durchlichtmessung und erlaubt dadurch:
- Hochpräzise
Kern-zu-Kern-Positionierung der Fasern
- Automatische
Schweißzeitregelung AFC™
- Spleißdämpfungsmessung
(Durchlichtverfahren)
-Automatische
Fasertyperkennung durch Nahfeldabtastung
Licht im Einmodenbereich
mit Messwellenlänge von 1.300nm wird im linken Biegekoppler
(Sender) in den Kern der einen Faser eingekoppelt und im
Biegekoppler auf der rechten Seite (Empfänger) aus
der anderen Faser wieder ausgekoppelt. Das LID-System™
eignet sich für alle handelsüblichen Fasern mit
250µm Primärbeschichtung. Die Vorteile des LID-Systems™
lassen sich bei Einsatz eines Pigtailadapters auch zum Spleißen
festumspritzter Pigtails mit Beschichtungsdurchmessern von
mehr als 250µm nutzen.
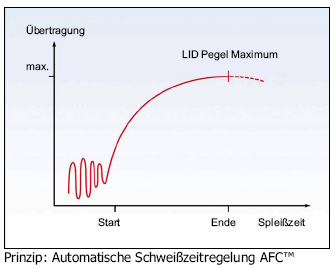
Mit AFC™
(Automatic Fusion time Control) wird während des Schweißvorgangs
die über den Spleiß übertragene Lichtleistung
ausgewertet und der Schweißvorgang beim Erreichen
der bestmöglichen Übertragung beendet. Hierdurch
werden Fasereigenschaften, Elektrodenzustand sowie sich
ändernde Umgebungsbedingungen (Luftfeuchtigkeit, Luftdruck,
Temperatur etc.) berücksichtigt und die geringstmögliche
Dämpfung für jeden einzelnen Spleiß erreicht.
|
|
|
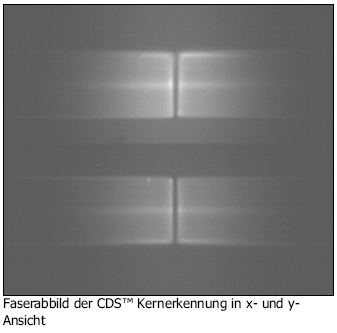
Kernerkennungssystem CDS™
Das Kernerkennungssystem
CDS™ (Core Detection System) bietet wie das LID-System™
eine Kern-zu-Kern-Positionierung in 3 Achsen und garantiert
damit geringste Spleißdämpfung.
Statt der Durchlichtmessung
des LID-Systems™ wird bei der CDS™ Kernerkennung
die Lage und Größe des Faserkerns im Bild des
Spleißbereichs analysiert.
Ein kurzer Lichtbogen
bringt die Faser zum Aufleuchten. Durch die unterschiedliche
Dotierung des Faserkerns ist dessen Helligkeit dabei stärker
als die des Mantelglases. Diese Bildinformation wird zur
genaueren Auswertung in x- und y-Ansicht über je ein
Objektiv durch je eine Kamera aufgenommen.
Der Mikroprozessor
des Spleißgerätes analysiert das Bild und ermittelt
die Fasergeometrie. Damit ist die dreidimensionale Lage
des Kerns in beiden Faserenden bestimmt. Mit dieser Information
wird die Kern-zu-Kern-Positionierung der beiden Fasern vorgenommen.
Falls die Faserkernlage
so exzentrisch ist, dass sich ein Faseraußenversatz
ergibt, wird ein entsprechender Vorhalt eingestellt, um
dem Selbstzentriereffekt entgegen zu wirken.
Bei der
Spleißdämpfungsbewertung wird der Faserversatz
nach der Kern-zu-Kern Ausrichtung zur Optimierung der Korrelation
zwischen angezeigtem und realem Wert eingerechnet.
|
|
|
L-PAS™ Videobildauswertung
Das Abbild der
Faserenden wird in allen Spleißgeräten über
die L-PAS™ (Lens Profile Alignment System) Videobildauswertung
ausgewertet. Das Abbild der Faserenden in zwei Ansichten
(x- und y-Achse) wird mit Hilfe zweier Optiksysteme sowie
zweier Kameras erfasst. Das Videobild wird zur Analyse digitalisiert
und somit für Faserlageerkennung, Endflächenqualitätsbeurteilung
und Schmutzerkennung verwendet.
Bei den Spleißgeräten
X75 und X75-12, die ausschließlich mit L-PAS™
ausgestattet sind, werden auch die Faserlageauswertung und
die Spleißdämpfungsauswertung mit Hilfe der L-PAS™
Videobildauswertung durchgeführt.
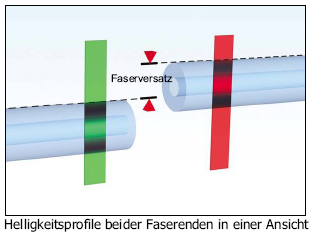
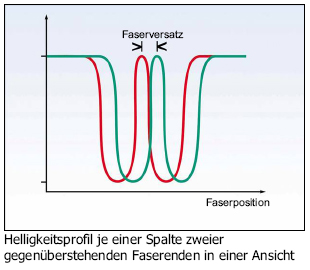
Das L-PAS™
verwendet zur Steuerung der Positionierung das Helligkeitsprofil
der Videobildspalten und -zeilen. Dieses Profil umfasst
alle sichtbaren Faserdetails – einschließlich
eventueller Schatten entlang des Faserzentrums, möglicher
Beschädigungen, Faserversatz sowie Staub- und Schmutzpartikel.
|
|
Ein Kreuzkorrelationsverfahren
ermöglicht es, aus den Helligkeitsprofilen beider
Faseransichten die Faserposition äußerst genau
zu errechnen. Die Bilder zeigen als Beispiel zwei Videospalten
und den typischen Verlauf der Helligkeitsprofile eines
gegenüberstehenden Faserpaars mit Faserversatz in
einer Ansicht. Durch die Kreuzkorrelationsfunktion aller
relevanten Helligkeitsprofile entlang der gesamten Faser
werden etwaige Abweichungen (Versätze) ermittelt.
Mit den Versatzdaten vor und nach dem Schweißvorgang
ermittelt das Spleißgerät die erreichte Spleißdämpfung.
Das L-PAS™
ermöglicht in allen Geräten die schnelle Vorpositionierung
und die automatische Kompensation schlechter Bruchwinkel
bis 2,5° zwischen den Faserenden sowie die Erkennung
schlechter Faserlage in der Faserführung. Eine erneute
Faservorbereitung ist daher nur in den seltensten Fällen
erforderlich.
|
________________________________________________________________________________________________
Grundlagen:
P&D-Elektroden
Elektrodenzustand
Ein reproduzierbarer und stabiler Lichtbogen ist für
hochqualitative Spleiße zwingend erforderlich. Der
Lichtbogen wird vor allem durch den Elektrodenzustand beeinflusst.
Bei Verschleiß oder Verschmutzung, z. B. durch während
des Schweißens verdampfte Glaspartikel, verändert
sich der Elektrodenzustand auch im Normalbetrieb. Aus diesem
Grund ist von Zeit zu Zeit eine Elektrodenreinigung (manuell
oder durch einen Reinigungslichtbogen) bzw. ein vollständiger
Elektrodenaustausch erforderlich. Alle Spleißgeräte
sind mit Elektrodenwartungszählern ausgestattet, die
den Bediener in wählbaren Intervallen an die Elektrodenreinigung
bzw. den Elektrodenaustausch erinnern.
Die in den Geräten der i-Serie, µ-Serie und dem
X60 Spleissgerät eingesetzten patentierten P&D-Elektroden
sind wartungs- und störungsfrei und erreichen eine
deutlich höhere Lebensdauer als die Standard-Elektroden.
Das X75-12 bietet
die VPO Parameteroptimierungsfunktion, die die gewählten
Schweißparameter mit Hilfe eines Lichtbogentests optimal
abstimmt. Mit dieser Funktion werden sowohl die Umgebungsbedingungen
als auch der Elektrodenzustand berücksichtigt.
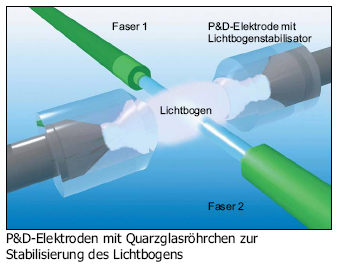
P&D-Elektroden
(Precise & Durable)
Die in den Geräten der i- und µ-Serie eingesetzten
patentierten P&D-Elektroden sind wartungs- und störungsfrei
und reduzieren die mittlere Spleißdämpfung um
bis zu 50% gegenüber Standardelektroden. Der Lichtbogen-Stabilisator
der P&D-Elektroden garantiert sowohl höchste Spleißpräzision
als auch extrem lange Lebensdauer. Dabei genügt ein
regelmäßig durch das Spleißgerät automatisch
gezündeter Reinigungslichtbogen (Intervall frei einstellbar),
um mindestens 7.000 Spleißvorgänge mit niedrigsten
Dämpfungswerten zu ermöglichen. Die mechanische
Reinigung der P&D-Elektroden ist nicht erforderlich.
|
|
Eigenschaften
- Keine manuelle Reinigung erforderlich
- Weniger Wartungszeit – dadurch mehr Spleißzeit
- Stabilisierung des Lichtbogens und damit des Schmelzvorgangs
- Störungsfreier Lichtbogen für gleichmäßige
Erhitzung der Fasern
- Bis zu 50% geringere Spleißdämpfung für
höhere Produktivität
- Keine Beschädigung der Elektrodenspitzen
Spleißdämpfung
Spleißtests belegen eine bis zu 50% geringere Spleißdämpfung
bei Anwendung der P&D-Elektroden gegenüber Standard-Elektroden.
Auch die Standardabweichung der Dämpfungswerte wird
durch die P&D-Elektroden auf 0,02dB verringert. Die
Stabilität des Lichtbogens sorgt für eine sehr
gleichmäßige Erhitzung der Fasern direkt an
der Spleißstelle – eine wichtige Voraussetzung
für Spleiße mit kontinuierlich niedriger Dämpfung,
speziell bei den heutigen NZDS-Fasern (z.B. LEAF™,
MetroCor™, TrueWave™, Teralight™).
|
|